Ручной лазерный сварочный аппарат Raptor SFW-3000 PRO (3000Вт Raycus, 4В1)

 фото №1")
 фото №2")
 фото №3")


 фото №6")
 фото №7")
 фото №8")
 фото №9")
 миниатюра №1")
 миниатюра №3")
 миниатюра №4")
 миниатюра №5")
 миниатюра №6")
1 421 354 руб.
с НДС - на 29.04.2026 г.
| Модель: |  |
Raptor SFW-3000 PRO |
| Производитель: |  |
Raptor |

Ручной лазерный сварочный аппарат Raptor SFW-3000 PRO с лазерной головкой RelFar 4в1, лазерным источником 3000W Raycus и податчиком проволоки
предназначен для сварки черных металлов, нержавеющей стали, алюминия, латуни.
В данном аппарате установлена воблинг сварочная головка с регулировкой ширины сварного шва от 1-5мм.
За счет поступательно вращательного движения лазерного луча формируется равно широкий сварочный шов.
Сварочная головка оснащена лазерным целеуказателем показывающим место прохождения сварочного шва.
Преимущества лазерной сварки
- Возможность регулировки ширины сварочного шва от 1-5 мм.
- Прямой и точный сварочный шов за счет использования лекал.
- Не требует обслуживания
- Срок службы до 100 000 часов
- Понятное и простое программное обеспечение на русском языке
- Неприхотливость в эксплуатации
Сварка металла
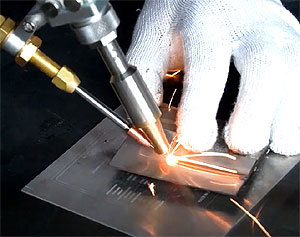
Резка металла

Очистка металла


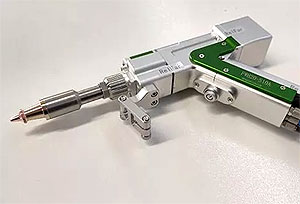
Лазерная головка RelFar 4в1
Лазерная головка RelFar 4в1 с двойной подачей проволоки
Русскоязычный интерфейс
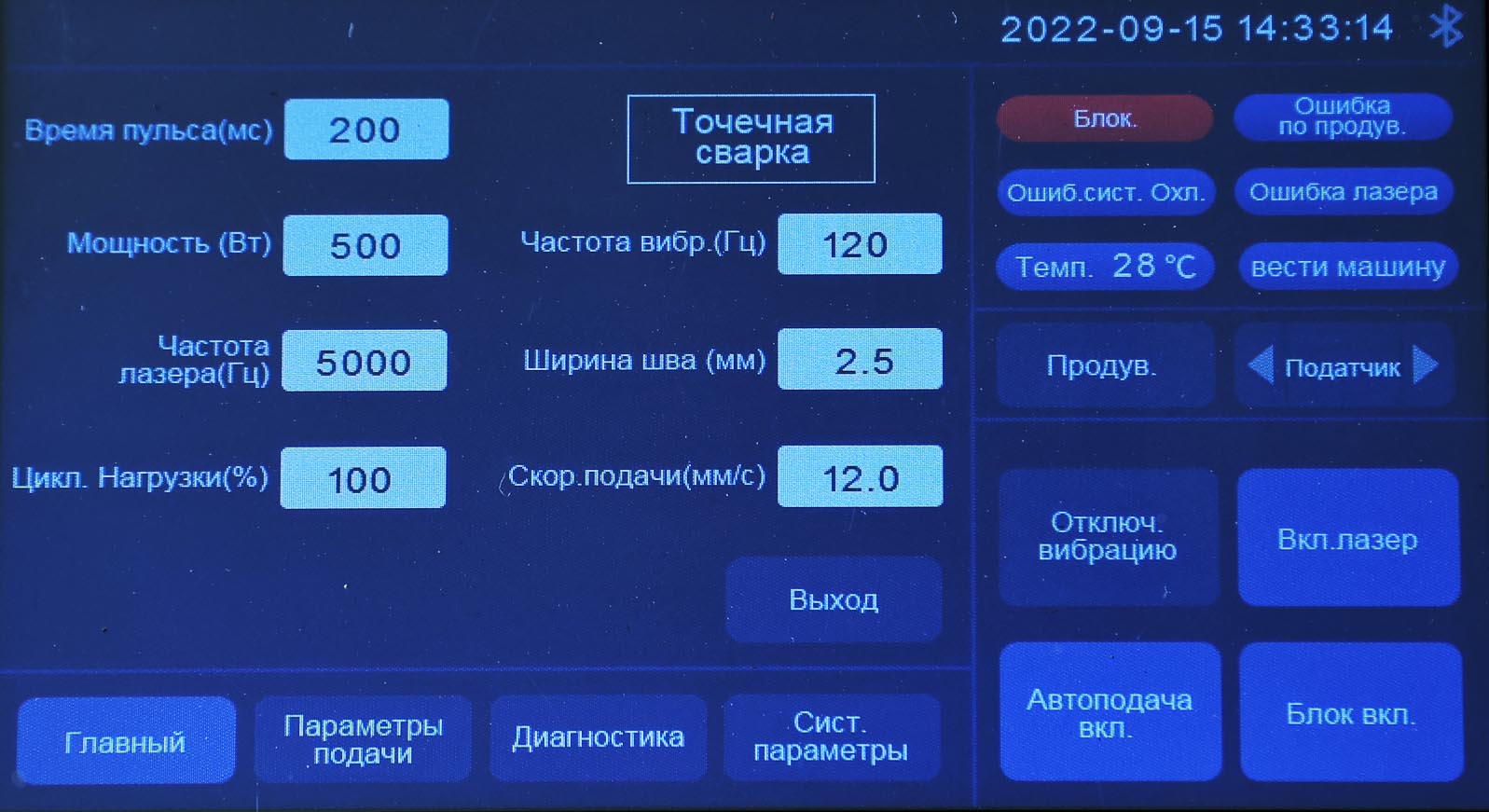
Русскоязычный интерфейс
Виды сварочного шва

С помощью программного интерфейса станка, вы можете менять ширину сварочного шва в зависимости от поставленных задач.
Лазерный источник Raycus RFL-C3000S мощностью 3000 Ватт

Резонатор Raycus про-ва Китай – система оптической защиты при сварке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов 100 000 часов.
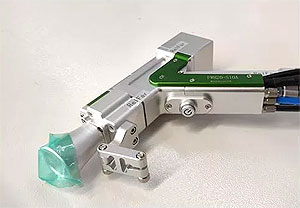
Сервисный центр в России.Сменные насадки, сопла

Аппарат комплектуется сменными насадками (соплами) на пистолет для сварки разных поверхностей.
Для стыковой сварки, Для сварки внутренних углов, Для сварки наружных углов, сварки с податчиком проволоки, для резки тонколистового металла
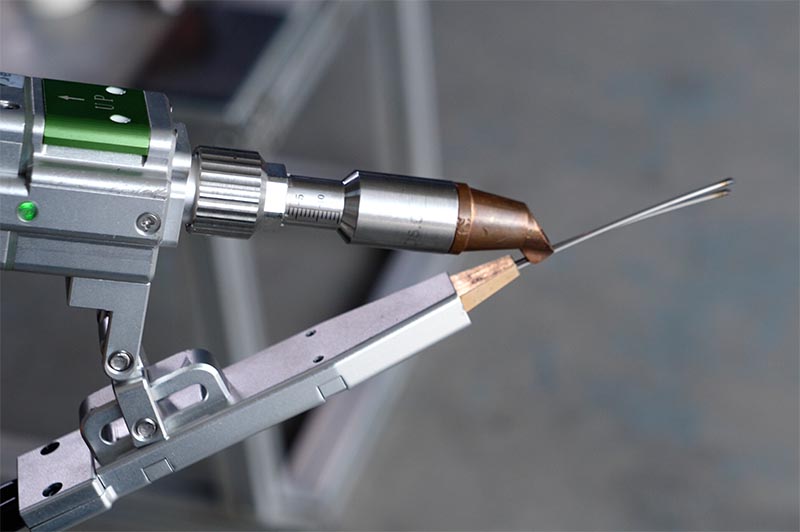
Автоподатчик сварочной проволоки

Аппарат комплектуется автоматическим податчиком одновременно двух сварочных проволок в зону сварки FWS-02A. Скорость подачи регулируемая.
Включение подачи происходит синхронно с нажатием кнопки пуск на сварочной головкке (пистолете).
Технические характеристики лазерной сварки Raptor SFW-3000 PRO |
|
|---|---|
| Характеристика | Значение |
| Лазерный источник | Оптоволоконный RAYCUS RFL-C3000S |
| Длина волны лазера | 1080 нм |
| Выходная мощность | ≤3000 Вт |
| Выход | Оптоволоконный кабель 10* м с наконечником для ручной сварки |
| Глубина сварного шва | До 10 мм |
| Частота повторения | 50 Гц – 5кГц |
| Диаметр пятна лазерного луча | 2,5 мм |
| Максимальная мощность импульса | 100 Дж |
| Стабильность мощности на выходе | ≤3% |
| Защитная линза | 25х2мм |
| Система охлаждения | Встроенный водяной чиллер |
| Рабочий газ | азот, аргон |
| Источник питания | 380B 50Гц |
| Потребляемая мощность | 15 кВт |
| Вес Raptor SFW-3000 PRO | 280кг |
| Габариты, мм | 1120х704х1000 |
| Размер упаковки, мм | 1200X800X1480 |
Автоподатчик проволоки |
|
| Тип привода | шаговый двигатель |
| Скорость подачи, мм/сек | 0-80 |
| Длина проволокавода, м | 5 |
| Диаметр проволоки, мм | 0.8 -1.6 |
| Диаметр катушки, мм | 200 |
Базовая комплектация
- Лазерный излучатель RAYCUS ≤3000 Вт
- Оптоволоконный кабель с ручным сварочным наконечником
- Лазерная головка 4в1 с возможностью регулировки ширины и типа сварного шва.
- Автоподатчик проволоки
- Чиллер S&A
- Набор кабелей
- Набор принадлежностей
- Набор расходных материалов (защитное стекло 100шт, сопло 20шт)
- Инструкция по эксплуатации
Комплектация за дополнительную плату
- Фокусирующая линза (ресурс 2 года)
- Защитное стекло (ресурс 240 часов)
- Сопла (ресурс 360 часов)
Комментарии и вопросы:
Разметить комментарий или вопросОтзывы о Raptor SFW-3000 PRO:
Отзывов пока нет, но ваш может быть первым.Похожие товары


Лазерный источникRaycus
Напряжение380В
Масса360 кг

Лазерный источникRaycus
Напряжение380В
Масса360 кг


Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение380В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг

Лазерный источникRaycus
Напряжение220В
Масса360 кг


Лазерный источникRaycus
Мощность 25.00 кВт
Напряжение380В
Масса350 кг
Обозначение Raptor используется исключительно для идентификации товаров соответствующего производителя. ООО "Компания "РуСтан" не является правообладателем товарного знака Raptor и не аффилировано с правообладателем.

Максимально допустимое давление газа на выходе из пистолета составляет 1 МПа, в то время как для качественной лазерной резки требуется давление в диапазоне 10–15 МПа.
Для резки нержавеющей стали предпочтительным является использование азота в качестве вспомогательного газа, обеспечивающего чистый рез без оксидных образований. Аргон также может применяться, однако его эффективность ниже по сравнению с азотом.
Конструктивные особенности головки не предусматривают её применение в режиме резки. При контакте сопла с поверхностью металла происходит интенсивный тепловой износ, приводящий к быстрому выходу сопла из строя. При дистанционном позиционировании головки наблюдается рассеивание газовой струи, что снижает её защитные и эжекционные свойства, вызывая залипание расплава и ухудшение качества реза.
Следует подчеркнуть, что данная головка не компенсирует функциональных возможностей специализированной лазерной режущей головки, оснащённой системой автоматической фокусировки и оптимизированной газодинамикой. Сопло, предназначенное для сварки, не обеспечивает необходимой концентрации газового потока и фокусировки луча, характерных для процесса лазерной резки.